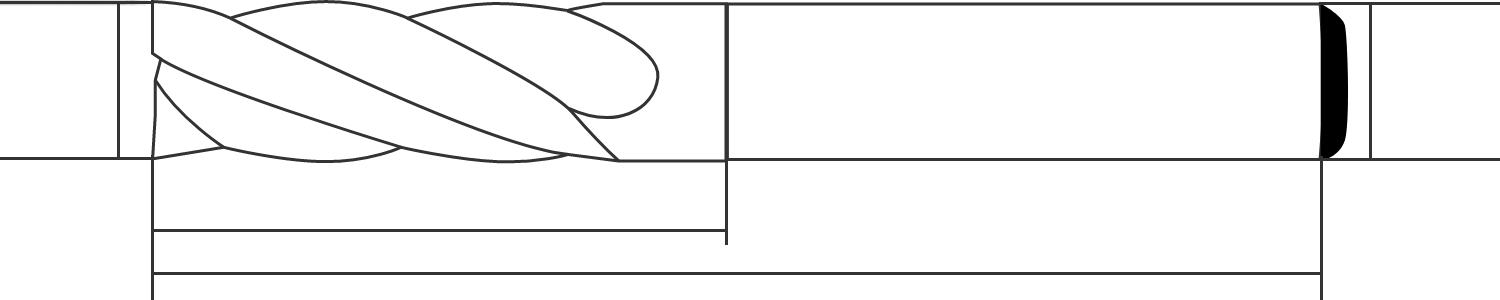
D
D2
L
L2
Birim
(mm)
D
D≤12
D>12
T
0
0
-0.015
-0.02
Çapd
D
Kesme
Uzunluk L
Şaft
D2
Toplam UzunlukKesme
L2
Sipariş Kodu
CPD550-4F-04120450
CPD550-4F-04120450
CPD550-4F-04120450
CPD550-4F-04120450
CPD550-4F-04120450
CPD550-4F-04120450
CPD550-4F-04120450
CPD550-4F-04120450
CPD550-4F-04120450
CPD550-4F-04120450
CPD550-4F-04120450
Iso
İş Parçası Malzemesi
Kesme derinliği (mm)
VC
m/dak
P
<45HRC
Karbon Çelik Alaşımlı Çelik50HRC
Alaşımlı Çelik
Ap≤1D
Ap≤0,5d
80
60
Rote Hızı (Min-1)
Besleme Hızı (Mm/Min)
K
<32HRC
Gry Dökme Demir, Nodüler Dökme Demir35-45HRC
Yüksek Alaşımlı Dökme Demir
Ap≤1D
Ap≤0,8
55
55
Rote Hızı (Min-1)
Besleme Hızı (Mm/Min)
P
4250
760
2390
700
2550
660
2120
640
1590
640
1270
710
3190
380
2390
380
1910
380
1590
380
1190
330
960
310
K
2920
370
2190
370
1750
360
1460
350
1100
310
880
280
2920
350
2390
380
1750
350
1460
320
1133
290
880
280
Yukarıdaki tablo, yan işleme için standart kesme verileridir, f oluk kesme için, VC 50%-70%'ye ulaşmalı ve besleme tabloya göre 40%-60%'ye ulaşmalıdır.

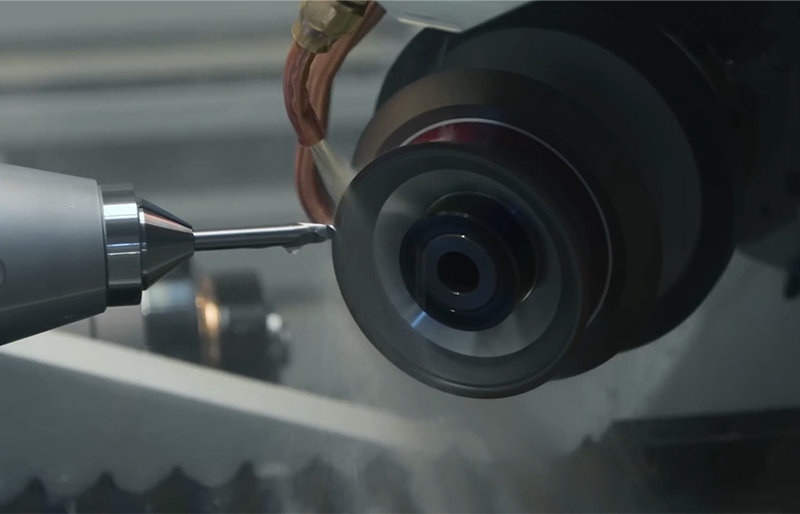
Düz bir yüzey oluşturmak için çelik bir plakanın işlenmesi
Düz bir yüzey oluşturmak için çelik bir plakanın işlenmesi
Düz bir yüzey oluşturmak için çelik bir plakanın işlenmesi
Düz bir yüzey oluşturmak için çelik bir plakanın işlenmesi
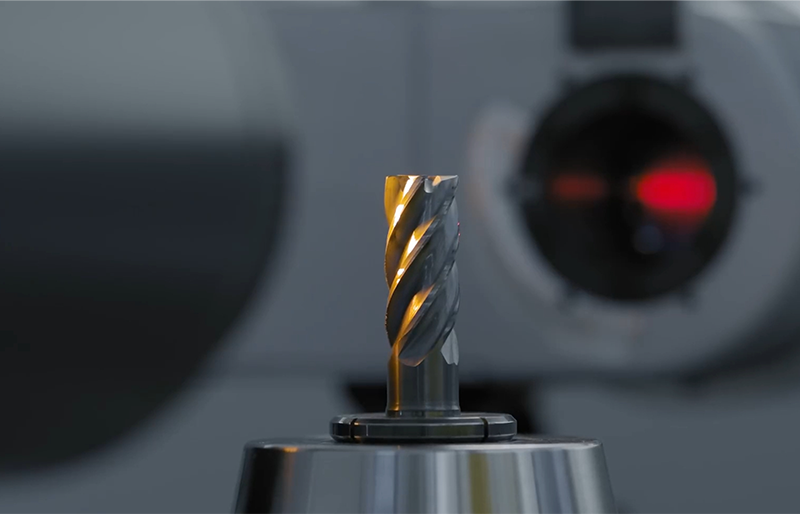
Bir 55 kaba çelik parmak frezenin kullanıldığı uygulama örneği
Düz bir yüzey oluşturmak için çelik bir plakanın işlenmesi
Omuz oluşturmak için çelik bir parçanın işlenmesi
Çelik bir yuvanın işlenmesi
Çelik bir parçanın kenarlarına pah kırma
Soruşturma

Çeşitli Sorgular

E-posta Dergisi Kaydı