D
D2
L
L2
Birim
(mm)
D
D≤12
D>12
T
0
0
-0.015
-0.02
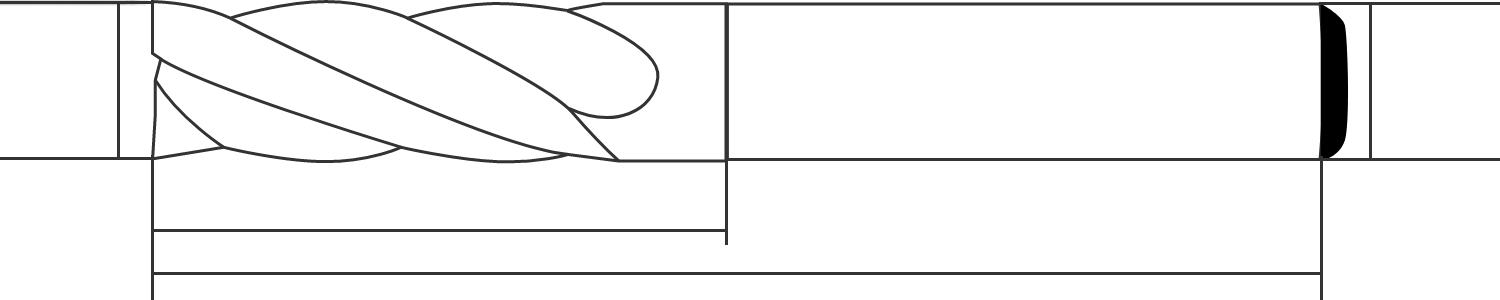
Çapd
D
Kesme
Uzunluk L
Etkin Kesme Uzunluğu
L1
Şaft
D2
Toplam UzunlukKesme
L2
Sipariş Kodu
SGPD-2F-003006020450
SGPD-2F-004008030450
SGPD-2F-00501020450
SGPD-2F-006012020450
SGPD-2F-007014030450
SGPD-2F-008016030450
SGPD-2F-009018030450
SGPD-4F-0103060450
SGPD-4F-015045060450
SGPD-4F-0206080450
SGPD-4F-025075100450
SGPD-4F-0309120450
Iso
İş Parçası Malzemesi
Kesme derinliği (mm)
VC
m/dak
P
<45HRC
Karbon Çelik Alaşımlı Çelik50HRC
Alaşımlı Çelik
Ap≤1D
Ap≤0,5d
80
60
Rote Hızı (Min-1)
Besleme Hızı (Mm/Min)
K
<32HRC
Gry Dökme Demir, Nodüler Dökme Demir35-45HRC
Yüksek Alaşımlı Dökme Demir
Ap≤1D
Ap≤0,8
55
55
Rote Hızı (Min-1)
Besleme Hızı (Mm/Min)
P
4250
760
2390
700
2550
660
2120
640
1590
640
1270
710
3190
380
2390
380
1910
380
1590
380
1190
330
960
310
K
2920
370
2190
370
1750
360
1460
350
1100
310
880
280
2920
350
2390
380
1750
350
1460
320
1133
290
880
280
Yukarıdaki tablo, yan işleme için standart kesme verileridir, f oluk kesme için, VC 50%-70%'ye ulaşmalı ve besleme tabloya göre 40%-60%'ye ulaşmalıdır.

Yüksek Sertlik ve Dayanıklılık
UZUN NESNELİ KARE UÇLU FREZE HRC55'in Kullanıldığı Bir Uygulama Örneği
Yüksek Sertlik ve Dayanıklılık
Soruşturma

Çeşitli Sorgular

E-posta Dergisi Kaydı