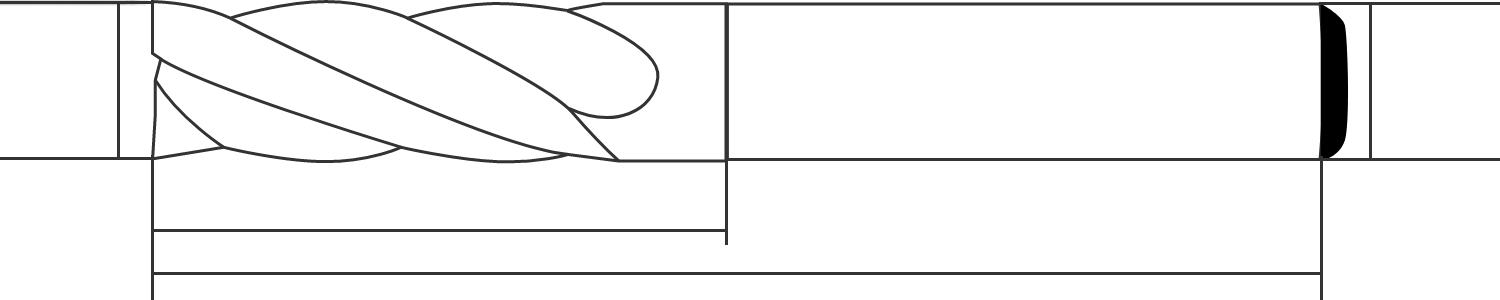
D
D2
L
L2
Birim
(mm)
D
D≤12
D>12
T
0
0
-0.015
-0.02
Çapd
D
Kesme
Uzunluk L
Şaft
D2
Toplam UzunlukKesme
L2
Sipariş Kodu
ST-U-4F-01030450
ST-U-4F-015050450
ST-U-4F-02060450
ST-U-4F-025080450
ST-U-4F-03090450
ST-U-4F-04110450
ST-U-4F-05130650
ST-U-4F-06150650
ST-U-4F-08200860
ST-U-4F-10251075
ST-U-4F-12301275
ST-U-4F-164516100
ST-U-4F-04120475
ST-U-4F-06180675
ST-U-4F-08240875
ST-U-4F-061806100
ST-U-4F-082408100
ST-U-4F-103010100
ST-U-4F-123612100
Iso
İş Parçası Malzemesi
Kesme derinliği (mm)
VC
m/dak
P
<45HRC
Karbon Çelik Alaşımlı Çelik
50HRC
Alaşımlı Çelik
Ap≤1D
Ap≤0,5d
80
60
Rote Hızı (Min-1)
Besleme Hızı (Mm/Min)
K
<32HRC
Gry Dökme Demir, Nodüler Dökme Demir
35-45HRC
Yüksek Alaşımlı Dökme Demir
Ap≤1D
Ap≤0,8
55
55
Rote Hızı (Min-1)
Besleme Hızı (Mm/Min)
P
4250
760
2390
700
2550
660
2120
640
1590
640
1270
710
3190
380
2390
380
1910
380
1590
380
1190
330
960
310
K
2920
370
2190
370
1750
360
1460
350
1100
310
880
280
2920
350
2390
380
1750
350
1460
320
1133
290
880
280
Yukarıdaki tablo, yan işleme için standart kesme verileridir, f oluk kesme için, VC 50%-70%'ye ulaşmalı ve besleme tabloya göre 40%-60%'ye ulaşmalıdır.

Kalıp boşluğunun kaba işlenmesi
Karmaşık özellikleri ve keskin kenarları frezeleme
Pürüzsüz bir yüzey finişi elde etmek
Geliştirilmiş hassasiyet ve yüzey kalitesi
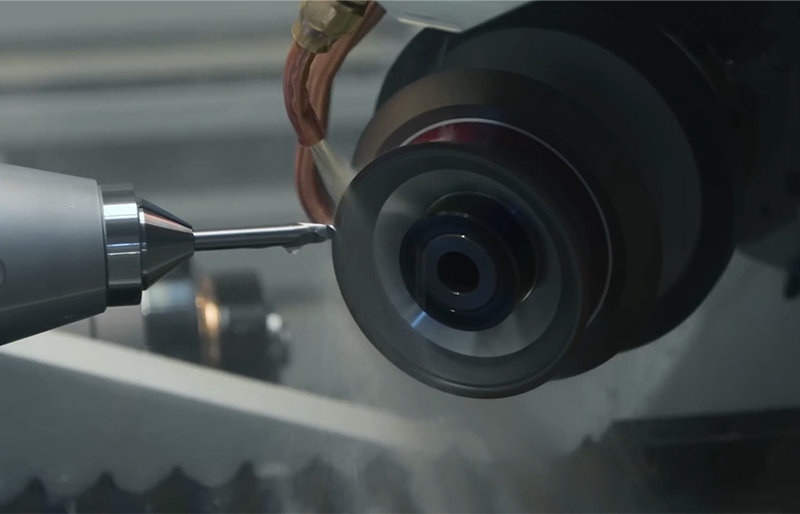
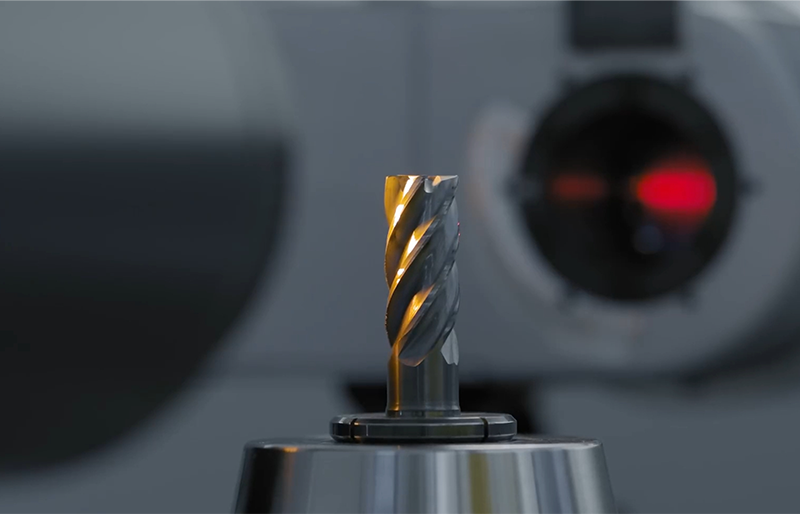
ST-U SERİSİ DEĞİŞKEN HELİSON KARE UÇLU FREZE KULLANILARAK YAPILAN BİR UYGULAMA ÖRNEĞİ
Kalıp boşluğunun kaba işlenmesi
Karmaşık özellikleri ve keskin kenarları frezeleme
Pürüzsüz bir yüzey finişi elde etmek
Geliştirilmiş hassasiyet ve yüzey kalitesi
Soruşturma

Çeşitli Sorgular

E-posta Dergisi Kaydı