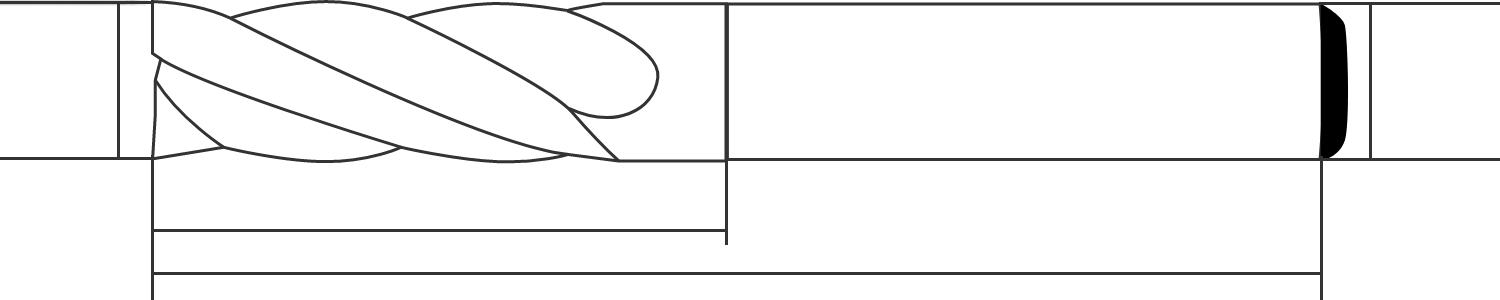
Высокоточная квадратная концевая фреза ST-H Serie - это высокопроизводительный фрезерный инструмент, который идеально подходит для сложных операций черновой обработки стали. Она изготовлена из карбида вольфрама и имеет режущую кромку с углом 55°, которая обеспечивает хороший баланс между очисткой от стружки и чистотой поверхности. Инструмент также доступен в различных размерах и с различным количеством фрез для удовлетворения потребностей конкретных применений.
Особенности продукта:
Премиальная конструкция из карбида вольфрама:
Этот сверхпрочный материал выдерживает даже самые высокие нагрузки на сталь, обеспечивая длительный срок службы инструмента и стабильную производительность.
Угол резания 55°:
Идеальный баланс между агрессивным очищением от стружки и гладкой поверхностью, сводящий к минимуму необходимость в дополнительных финишных проходах.
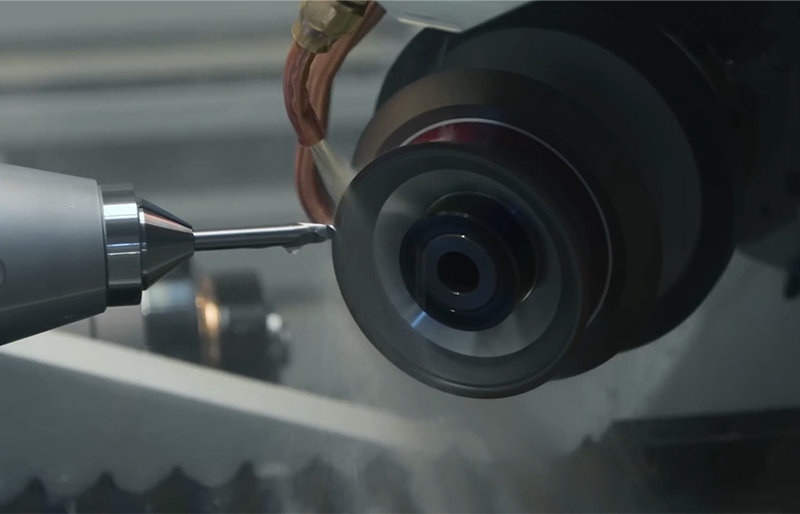
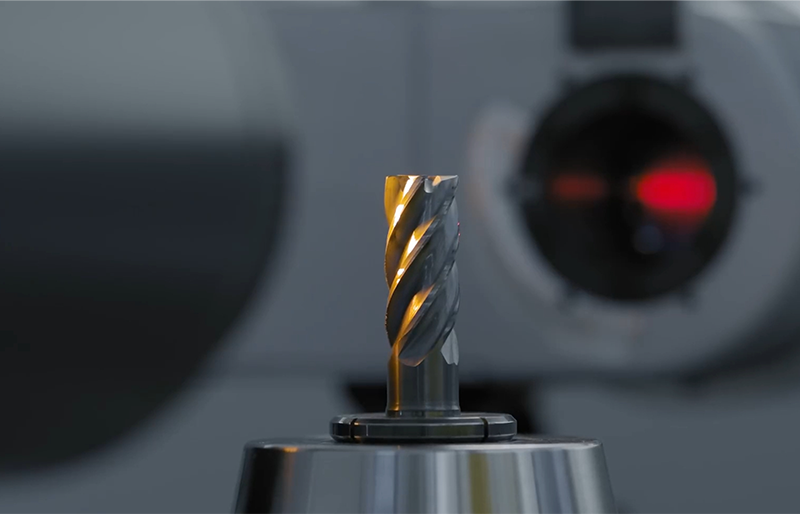
Высокоточное шлифование:
Обеспечивает исключительную остроту и точность размеров, гарантируя стабильные результаты и минимальные отходы.
Превосходная обработка поверхности:
Часто отпадает необходимость в дополнительных финишных проходах, что еще больше упрощает рабочий процесс и снижает затраты.
Скорость вращения (мин-1) Скорость подачи (Мм/мин)
K
<32HRC
Чугун Gry, узловатый чугун Iroron
35-45HRC
Высоколегированный чугун
Ap≤1D Ap≤0,8
55 55
Скорость вращения (мин-1) Скорость подачи (Мм/мин)
Диаметр инструмента (мм)
6
8
10
12
16
20
P
4250 760
2390 700
2550 660
2120 640
1590 640
1270 710
3190 380
2390 380
1910 380
1590 380
1190 330
960 310
K
2920 370
2190 370
1750 360
1460 350
1100 310
880 280
2920 350
2390 380
1750 350
1460 320
1133 290
880 280
Вышеприведенная таблица является стандартными данными резки для боковой обработки, f для резки канавки, VC должен достигать 50%-70% и подаваемый должен достигать 40%-60% на основе таблицы.
Обработка стальной пластины для создания плоской поверхности
Обработка стальной пластины для создания плоской поверхности
Обработка стальной пластины для создания плоской поверхности
Обработка стальной пластины для создания плоской поверхности
Пример применения высокоточной квадратной концевой фрезы серии ST-H
Обработка полости пресс-формы
Фрезерование сложных элементов и острых кромок
Достижение гладкой поверхности
Поддержание постоянного качества на всех этапах производства