Бронзовое покрытие Твердосплавное центровочное сверло HRC55
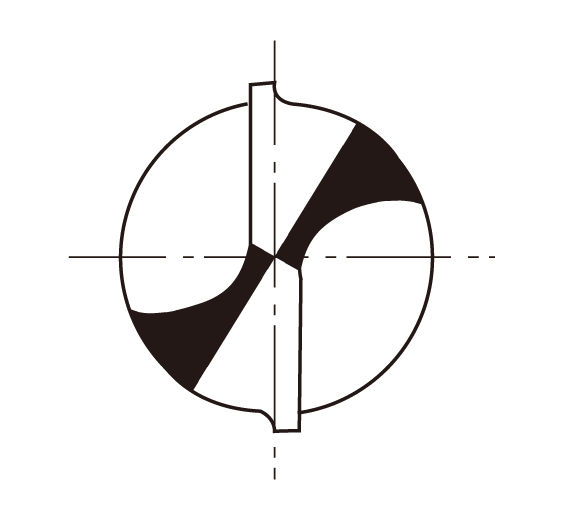
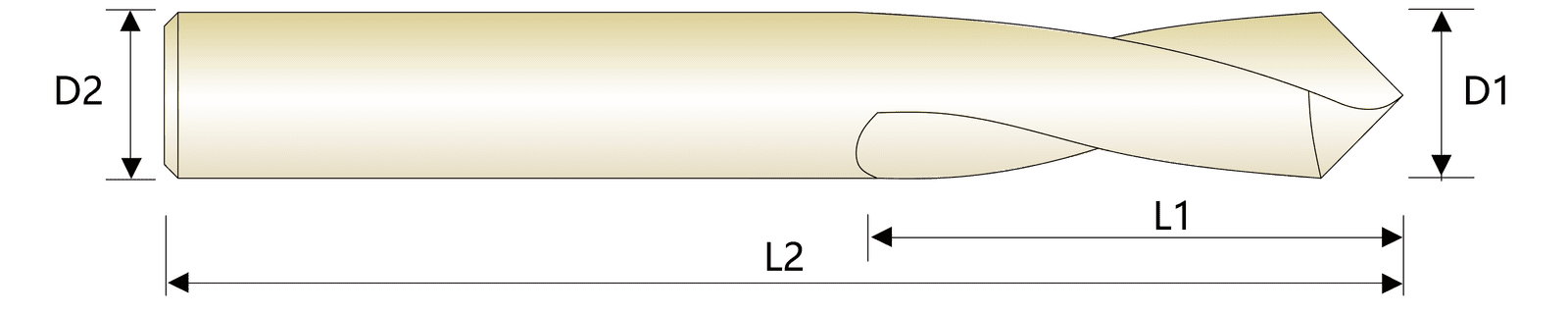
Центральное сверло
Центровочное сверло - это высокопроизводительный режущий инструмент, используемый в основном для обработки сложных конструкций, таких как аэрокосмические компоненты и детали автомобильных двигателей. Его уникальная конструкция позволяет ему исключительно хорошо работать в условиях высокотемпературного, высокоскоростного и высокоточного резания. По сравнению с традиционными методами охлаждения технология внутреннего охлаждения эффективно повышает эффективность резания, продлевает срок службы инструмента и уменьшает тепловые деформации в процессе обработки.
Особенности продукта:
Преимущество технологии внутреннего охлаждения:
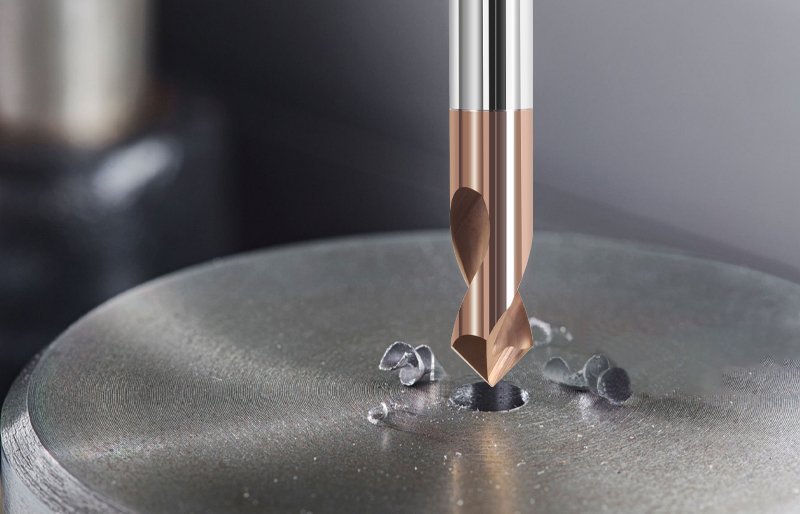
В сверлах Center используется технология внутреннего охлаждения, позволяющая охлаждающей жидкости протекать в зоне резания. Это эффективно снижает температуру инструмента и заготовки, уменьшая воздействие тепла на материалы. Это не только повышает эффективность резания, но и предотвращает износ инструмента, вызванный высокой температурой.
Благодаря уникальной конструкции и технологии внутреннего охлаждения, сверло Bronzing Centerdrill демонстрирует исключительные результаты при высокоскоростной и высокоточной обработке. С его помощью можно точно обрабатывать сложные конструкции, что отвечает строгим требованиям к точности современного производства.
Сильная приспособляемость к материалам:
Этот режущий инструмент подходит для работы с различными сложными материалами, включая высокотемпературные сплавы и титановые сплавы. Материалы инструмента и технологии нанесения покрытий тщательно подобраны, что обеспечивает стабильную работу в тяжелых условиях эксплуатации.
Повышение эффективности производства:
Эффективная система резания и охлаждения сверла Bronzing стабилизирует процесс обработки. Сокращая время простоя и увеличивая скорость резания, она эффективно повышает эффективность производства и снижает производственные затраты.