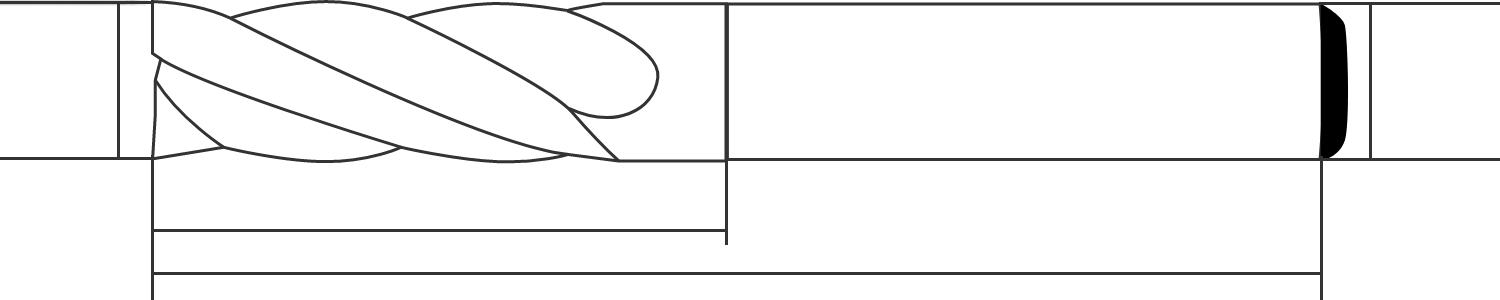
D
D2
L
L2
Unidade
(mm)
D
D≤12
D>12
T
0
0
-0.015
-0.02
Diâmetrod
D
Corte
Comprimento L
Haste
D2
Comprimento totalCorte
L2
Código de encomenda
ST-H-4F-01030450
ST-H-4F-015050450
ST-H-4F-02060450
ST-H-4F-025080450
ST-H-4F-03090450
ST-H-4F-04120450
ST-H-4F-05130650
ST-H-4F-06180650
ST-H-4F-08200860
ST-H-4F-10301075
ST-H-4F-12361275
ST-H-4F-144014100
ST-H-4F-164516100
ST-H-4F-185018100
ST-H-4F-205020100
ST-H-4F-03120475
ST-H-4F-04160475
ST-H-4F-05200675
ST-H-4F-06250675
ST-H-4F-08320875
ST-H-4F-031204100
ST-H-4F-041604100
ST-H-4F-062506100
ST-H-4F-083208100
ST-H-4F-104010100
ST-H-4F-125012100
ST-H-4F-064506150
ST-H-4F-085008150
ST-H-4F-105510150
ST-H-4F-126012150
ST-H-4F-166516150
ST-H-4F-208020150
Iso
Material da peça de trabalho
Profundidade de corte (mm)
VC
m/min
P
<45HRC
Aço-carbono Aço-liga
50HRC
Aço de liga leve
Ap≤1D
Ap≤0.5d
80
60
Velocidade do Rote (Min-1)
Velocidade de avanço (Mm/Min)
K
<32HRC
Ferro fundido cinzento, ferro fundido nodular
35-45HRC
Ferro fundido de alta liga
Ap≤1D
Ap≤0,8
55
55
Velocidade do Rote (Min-1)
Velocidade de avanço (Mm/Min)
Diâmetro da ferramenta (mm)
P
4250
760
2390
700
2550
660
2120
640
1590
640
1270
710
3190
380
2390
380
1910
380
1590
380
1190
330
960
310
K
2920
370
2190
370
1750
360
1460
350
1100
310
880
280
2920
350
2390
380
1750
350
1460
320
1133
290
880
280
A tabela acima é o padrão de dados de corte para usinagem de laminação lateral, f para corte de ranhuras, o VC deve atingir 50%-70% e o alimentado deve atingir 40%-60% com base na tabela.

Maquinação de uma chapa de aço para criar uma superfície plana
Maquinação de uma chapa de aço para criar uma superfície plana
Maquinação de uma chapa de aço para criar uma superfície plana
Maquinação de uma chapa de aço para criar uma superfície plana
Exemplo de uma aplicação que utiliza a fresa de topo quadrada de alta precisão da série ST-H
Desbaste da cavidade do molde
Fresagem de elementos complexos e arestas vivas
Obtenção de um acabamento de superfície liso
Manter uma qualidade consistente em toda a produção
Inquérito

Vários Inquéritos

Registo da revista por e-mail