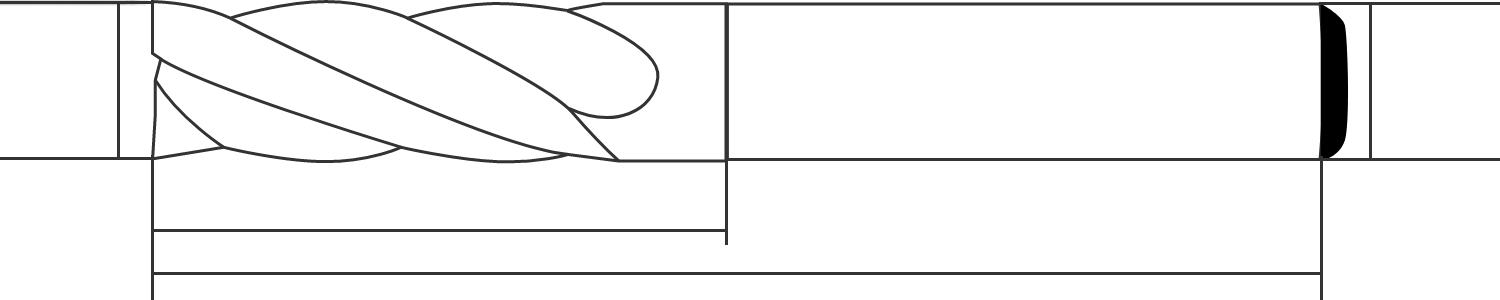
D
D2
L
L2
Unit
(mm)
D
D≤12
D>12
T
0
0
-0.015
-0.02
Diameterd
D
Cutting
Length L
Shank
D2
Overall LengthCutting
L2
Ordering Code
ST-H-4F-01030450
ST-H-4F-015050450
ST-H-4F-02060450
ST-H-4F-025080450
ST-H-4F-03090450
ST-H-4F-04120450
ST-H-4F-05130650
ST-H-4F-06180650
ST-H-4F-08200860
ST-H-4F-10301075
ST-H-4F-12361275
ST-H-4F-144014100
ST-H-4F-164516100
ST-H-4F-185018100
ST-H-4F-205020100
ST-H-4F-03120475
ST-H-4F-04160475
ST-H-4F-05200675
ST-H-4F-06250675
ST-H-4F-08320875
ST-H-4F-031204100
ST-H-4F-041604100
ST-H-4F-062506100
ST-H-4F-083208100
ST-H-4F-104010100
ST-H-4F-125012100
ST-H-4F-064506150
ST-H-4F-085008150
ST-H-4F-105510150
ST-H-4F-126012150
ST-H-4F-166516150
ST-H-4F-208020150
Iso
Workpiece Material
Depth of cut (mm)
VC
m/min
P
<45HRC
Carbon Steel Alloy Steel
50HRC
Alloy Steel
Ap≤1D
Ap≤0.5d
80
60
Rote Speed (Min-1)
Feed Velocity (Mm/Min)
K
<32HRC
Gry Cast Iron, Nodular Cast Iroron
35-45HRC
High Alloy Cast Iron
Ap≤1D
Ap≤0.8
55
55
Rote Speed (Min-1)
Feed Velocity (Mm/Min)
P
4250
760
2390
700
2550
660
2120
640
1590
640
1270
710
3190
380
2390
380
1910
380
1590
380
1190
330
960
310
K
2920
370
2190
370
1750
360
1460
350
1100
310
880
280
2920
350
2390
380
1750
350
1460
320
1133
290
880
280
Above table is the standard cutting data for side mlling maching, f for groove cutting, the VC should reach 50%-70% and the fed should reach 40%-60% based on the table.

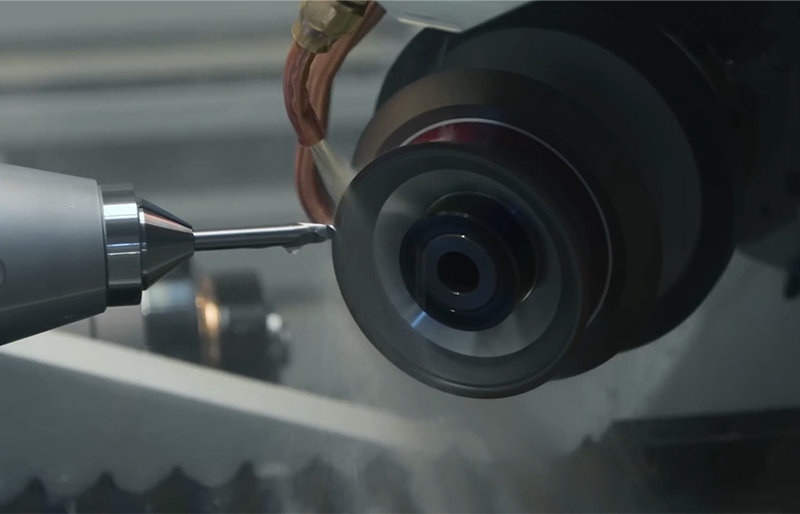
Machining a steel plate to create a flat surface
Machining a steel plate to create a flat surface
Machining a steel plate to create a flat surface
Machining a steel plate to create a flat surface
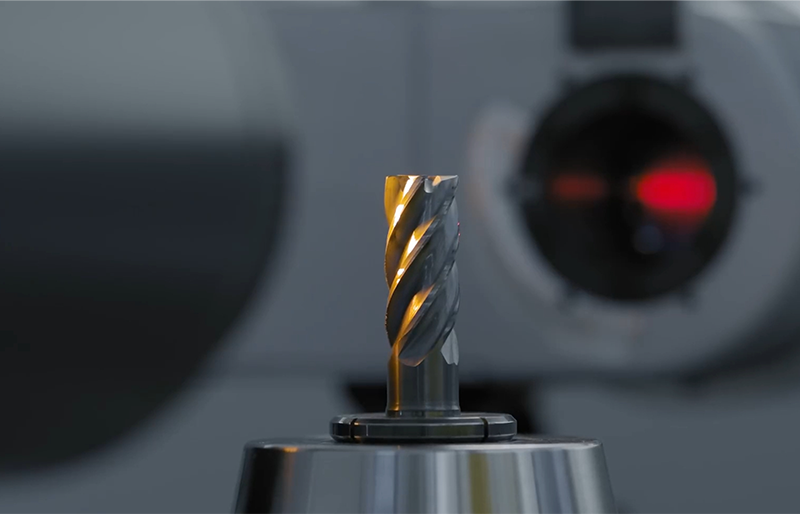
Example of an application using ST-H Serie High Precision Square End Mill
Milling intricate features and sharp edges
Achieving a smooth surface finish
Maintaining consistent quality throughout production
Inquiry

Various Inquiry

E-mail Magazine Registration