Bronzing coating Carbide center drill HRC55
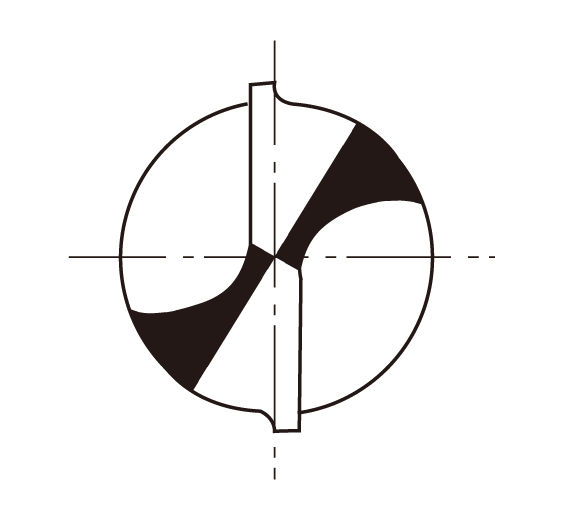
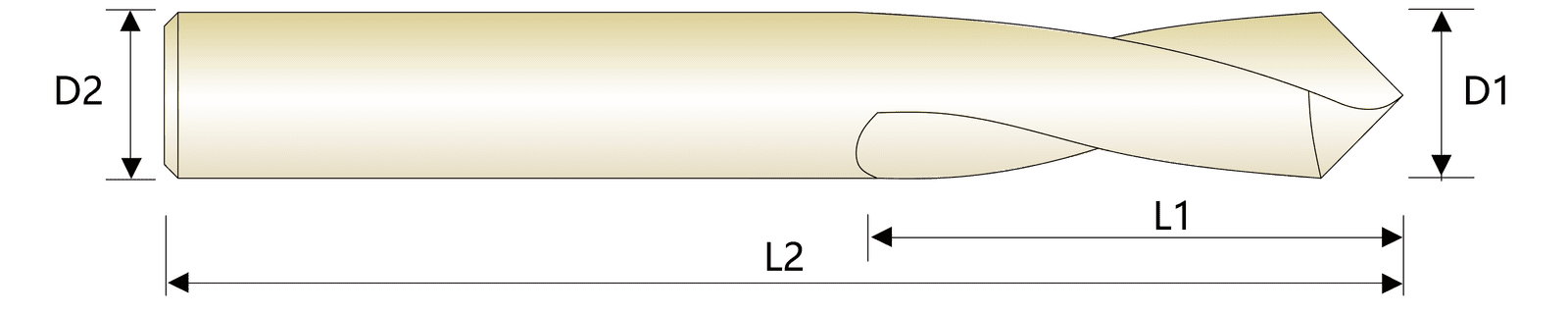
Center drill
The Center drill is a high-performance cutting tool primarily used for machining complex structures such as aerospace components and automotive engine parts. Its unique design allows it to perform exceptionally well in high-temperature, high-speed, and high-precision cutting environments. Compared to traditional cooling methods, internal coolant technology effectively improves cutting efficiency, extends tool life, and reduces thermal deformation during the machining process.
Product Features:
Advantage of Internal Coolant Technology:
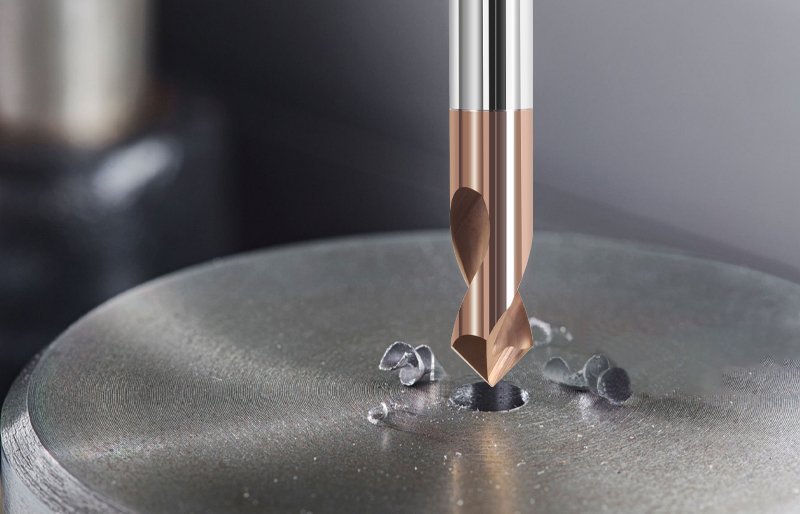
The Center drill utilizes internal coolant technology, allowing coolant to flow within the cutting zone. This effectively lowers the temperatures of the tool and workpiece, reducing the impact of heat on materials. This not only enhances cutting efficiency but also prevents tool wear caused by high temperatures.
High-Precision Machining:
Thanks to its unique design and internal coolant technology, the Bronzing Centerdrill performs exceptionally well in high-speed and high-precision machining. It can achieve precise machining of complex structures, meeting the strict precision requirements of modern manufacturing.
Strong Material Adaptability:
This cutting tool is suitable for a variety of challenging materials, including high-temperature alloys and titanium alloys. Its tool materials and coating technologies are carefully selected, ensuring stable performance in harsh working environments.
Increased Production Efficiency:
The efficient cutting and cooling system of the Bronzing drill bit stabilize the machining process. By reducing downtime and increasing cutting speeds, it effectively improves production efficiency and lowers manufacturing costs.