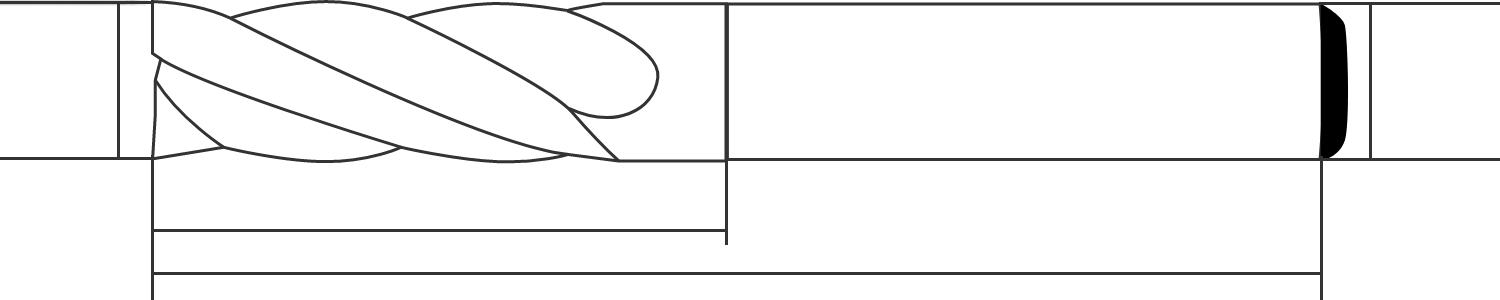
Broca de metal duro con refrigerante 5D
Fresas cuadradas
La broca 5D con refrigerante interno es una herramienta de corte de alto rendimiento que se utiliza principalmente para el mecanizado de estructuras complejas, como componentes aeroespaciales y piezas de motores de automoción. Su diseño exclusivo le permite rendir excepcionalmente bien en entornos de corte de alta temperatura, alta velocidad y alta precisión. En comparación con los métodos de refrigeración tradicionales, la tecnología de refrigerante interno mejora eficazmente la eficacia del corte, prolonga la vida útil de la herramienta y reduce la deformación térmica durante el proceso de mecanizado.
Características del producto:
Ventajas de la tecnología de refrigeración interna:
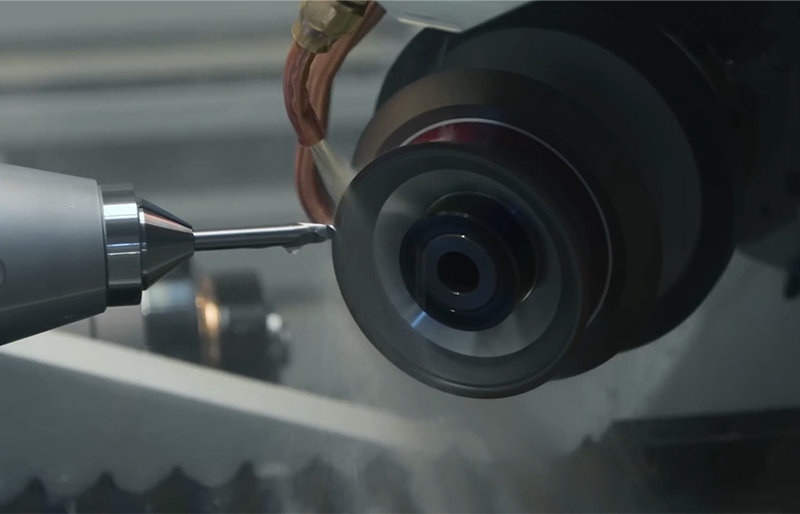
La fresa de refrigeración interna 5D utiliza tecnología de refrigeración interna, que permite que el refrigerante fluya dentro de la zona de corte. Esto reduce eficazmente las temperaturas de la herramienta y la pieza de trabajo, reduciendo el impacto del calor en los materiales. Esto no sólo mejora la eficacia del corte, sino que también evita el desgaste de la herramienta causado por las altas temperaturas.
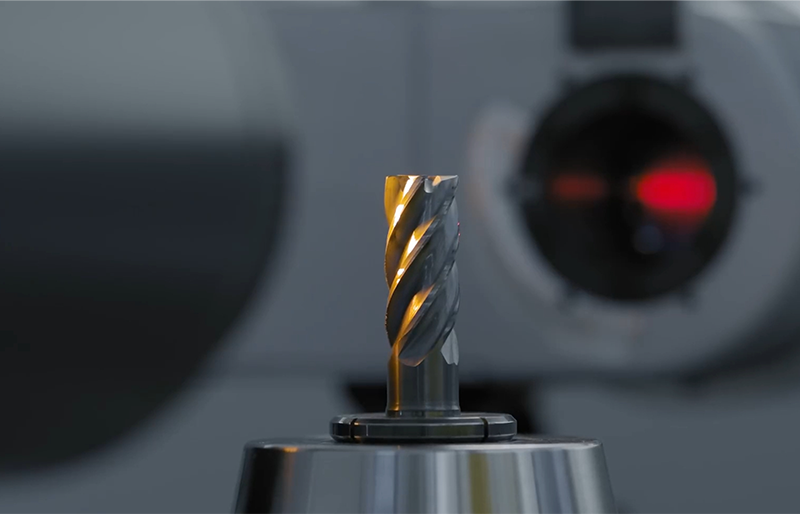
Mecanizado de alta precisión:
Gracias a su diseño exclusivo y a la tecnología de refrigeración interna, la broca de refrigeración interna 5D ofrece un rendimiento excepcional en el mecanizado de alta velocidad y alta precisión. Puede lograr un mecanizado preciso de estructuras complejas, cumpliendo los estrictos requisitos de precisión de la fabricación moderna.
Gran adaptabilidad del material:
Esta herramienta de corte es adecuada para una gran variedad de materiales difíciles, como aleaciones de alta temperatura y aleaciones de titanio. Sus materiales de herramienta y tecnologías de recubrimiento se seleccionan cuidadosamente, lo que garantiza un rendimiento estable en entornos de trabajo difíciles.
Mayor eficiencia de la producción:
El eficaz sistema de corte y refrigeración de la fresa con refrigerante interno 5D estabiliza el proceso de mecanizado. Al reducir los tiempos de inactividad y aumentar la velocidad de corte, mejora eficazmente la eficiencia de la producción y reduce los costes de fabricación.


 Fresas de metal duro
Fresas de metal duro Plaquitas de metal duro
Plaquitas de metal duro