Fresas de metal duro para biselar HRC55
Fresas chaflán
La fresa biseladora HRC55 es una fresa diseñada específicamente para
mecanizado de escuadras, ofreciendo un rendimiento y versatilidad extraordinarios. Gracias a su gran dureza, su
resistencia al desgaste y la capacidad de lograr un mecanizado de alta precisión en diversos materiales, es la elección ideal para mejorar la eficiencia del mecanizado y la calidad de las piezas de trabajo.
es la elección ideal para mejorar la eficacia del mecanizado y la calidad de las piezas.
Características del producto:
Fabricadas a partir de materiales de alta dureza con un nivel de dureza típicamente
superior a 55HRC, las fresas de biselar HRC55 se adaptan fácilmente a piezas de trabajo de dureza variable, garantizando una deformación y un desgaste mínimos durante un uso prolongado.
una deformación y un desgaste mínimos durante un uso prolongado, alargando así su vida útil.
Excelente resistencia al desgaste:
Esta fresa presenta una excepcional resistencia al desgaste, manteniendo
bordes de corte afilados durante el mecanizado a alta velocidad, reduciendo los índices de desgaste y prolongando su vida útil.
vida útil. Esta característica es especialmente importante en entornos que requieren un
mecanizado.
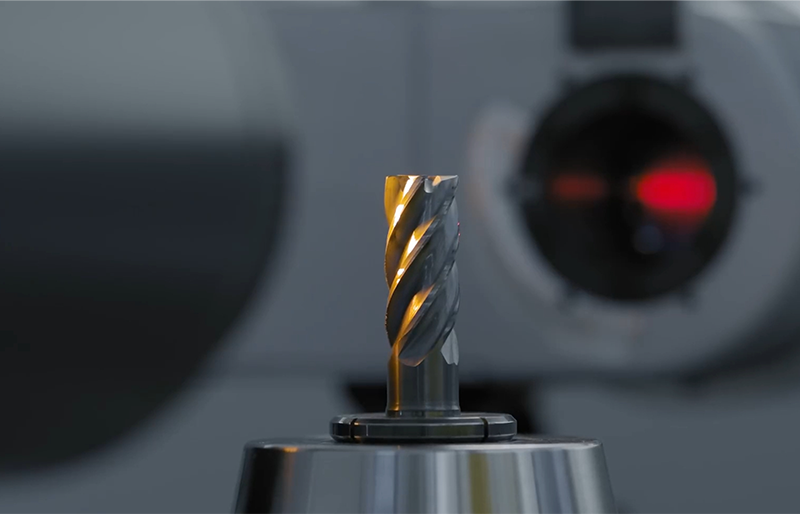
La precisión en el diseño y los procesos de rectificado de las cuchillas garantizan que las fresas de mango para chaflanes
HRC55 consiguen una calidad superficial y unas formas geométricas de alta precisión durante el mecanizado,
satisfaciendo las demandas de precisión en las especificaciones de las piezas de trabajo.
Adecuado para una variedad de materiales, incluyendo pero no limitado a acero,
aluminio, cobre, etc. Esta versatilidad convierte a la fresa de punta esférica HRC55 en la elección ideal para diversas aplicaciones industriales, satisfaciendo las necesidades de mecanizado de diferentes piezas de trabajo.
aplicaciones industriales, satisfaciendo las necesidades de mecanizado de diferentes piezas de trabajo.


 Fresas de metal duro
Fresas de metal duro Plaquitas de metal duro
Plaquitas de metal duro