D
D2
L
L2
Einheit
(mm)
D
D≤12
D>12
T
0
0
-0.015
-0.02
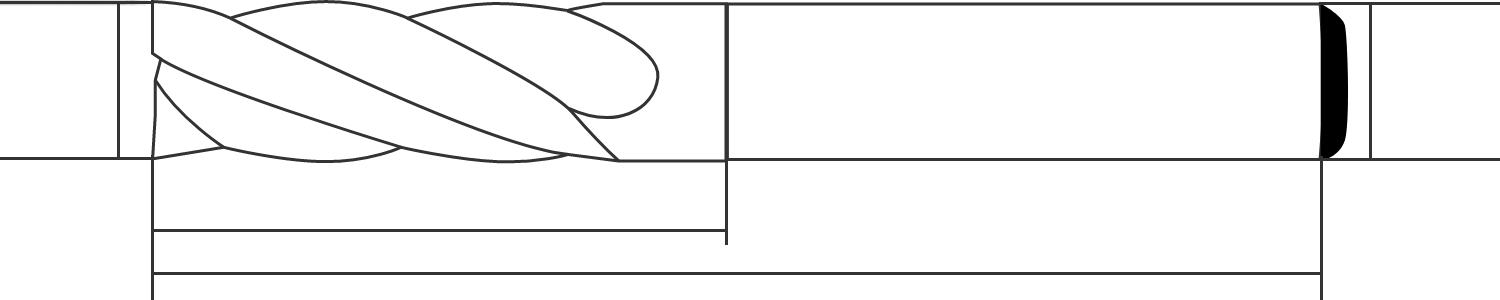
Diameterd
D
Schneiden
Länge L
Effektive Schnittlänge
L1
Schaft
D2
GesamtlängeSchneiden
L2
Bestellnummer
SGPD-2F-003006020450
SGPD-2F-004008030450
SGPD-2F-00501020450
SGPD-2F-006012020450
SGPD-2F-007014030450
SGPD-2F-008016030450
SGPD-2F-009018030450
SGPD-4F-0103060450
SGPD-4F-015045060450
SGPD-4F-0206080450
SGPD-4F-025075100450
SGPD-4F-0309120450
Iso
Material des Werkstücks
Schnitttiefe (mm)
VC
m/min
P
<45HRC
Kohlenstoffstahl Legierter Stahl50HRC
Legierter Stahl
Ap≤1D
Ap≤0,5d
80
60
Rote Geschwindigkeit (Min-1)
Vorschubgeschwindigkeit (Mm/Min)
K
<32HRC
Gusseisen mit Kugelgraphit, Sphäroguss35-45HRC
Hochlegiertes Gusseisen
Ap≤1D
Ap≤0,8
55
55
Rote Geschwindigkeit (Min-1)
Vorschubgeschwindigkeit (Mm/Min)
Werkzeug-Durchmesser (mm)
P
4250
760
2390
700
2550
660
2120
640
1590
640
1270
710
3190
380
2390
380
1910
380
1590
380
1190
330
960
310
K
2920
370
2190
370
1750
360
1460
350
1100
310
880
280
2920
350
2390
380
1750
350
1460
320
1133
290
880
280
Die obige Tabelle ist die Standardschneiddaten für die Seitenfräsbearbeitung, f für das Nutenschneiden sollte der VC 50%-70% und der Vorschub 40%-60% erreichen, basierend auf der Tabelle.

Kompatibilität der Materialien
Hohe Härte und Langlebigkeit
Anwendungsbeispiel für den Einsatz eines Langhalsfräsers mit quadratischem Schaft HRC55
Kompatibilität der Materialien
Hohe Härte und Langlebigkeit
Anfrage

Verschiedene Anfragen

E-Mail Magazin Anmeldung