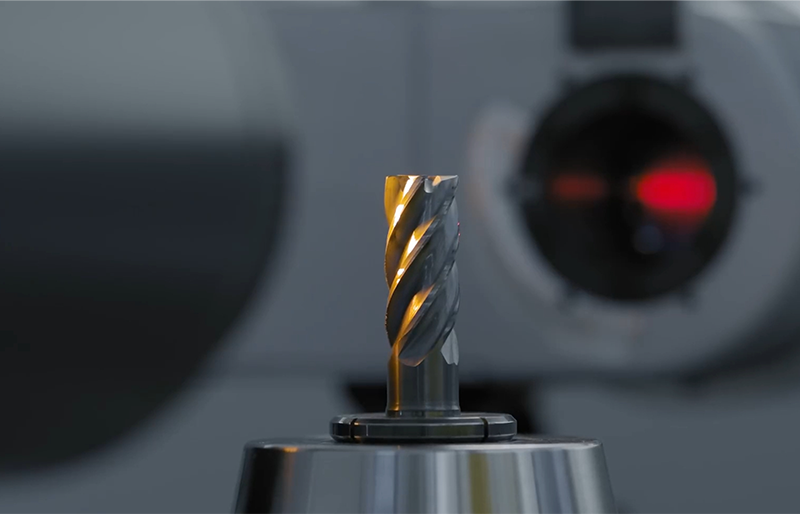
Hartmetall-Spiralbohrer Für Stahl HRC55
Spiralbohrer
Der Spiralbohrer ist ein Hochleistungsschneidwerkzeug, das in erster Linie für die Bearbeitung komplexer Strukturen wie Komponenten für die Luft- und Raumfahrt und Motorenteile für die Automobilindustrie eingesetzt wird. Sein einzigartiges Design ermöglicht außergewöhnliche Leistungen in Hochtemperatur-, Hochgeschwindigkeits- und Hochpräzisionsbearbeitungsumgebungen. Im Vergleich zu herkömmlichen Kühlmethoden verbessert die Technologie der inneren Kühlung die Effizienz der Zerspanung, verlängert die Lebensdauer des Werkzeugs und reduziert die thermische Verformung während des Bearbeitungsprozesses.
Produktmerkmale:
Vorteil der internen Kühlmitteltechnologie:
Der Twist-Bohrer nutzt die Technologie der inneren Kühlmittelzufuhr, so dass das Kühlmittel innerhalb der Schneidzone fließen kann. Dadurch werden die Temperaturen des Werkzeugs und des Werkstücks effektiv gesenkt und die Auswirkungen der Hitze auf die Materialien reduziert. Dadurch wird nicht nur die Schnittleistung erhöht, sondern auch der durch hohe Temperaturen verursachte Werkzeugverschleiß verhindert.
Dank seiner einzigartigen Konstruktion und der Technologie der inneren Kühlung ist der Bronzing Twist-Bohrer für Hochgeschwindigkeits- und Hochpräzisionsbearbeitungen hervorragend geeignet. Er ermöglicht die präzise Bearbeitung komplexer Strukturen und erfüllt die strengen Präzisionsanforderungen der modernen Fertigung.
Starke Anpassungsfähigkeit des Materials:
Dieses Zerspanungswerkzeug eignet sich für eine Vielzahl von anspruchsvollen Werkstoffen, einschließlich Hochtemperatur- und Titanlegierungen. Die Werkzeugmaterialien und Beschichtungstechnologien sind sorgfältig ausgewählt und gewährleisten eine stabile Leistung in rauen Arbeitsumgebungen.
Gesteigerte Produktionseffizienz:
Das effiziente Schneid- und Kühlsystem des Bronzing-Spiralbohrers stabilisiert den Bearbeitungsprozess. Durch die Verringerung der Ausfallzeiten und die Erhöhung der Schnittgeschwindigkeiten wird die Produktionseffizienz effektiv verbessert und die Herstellungskosten werden gesenkt.