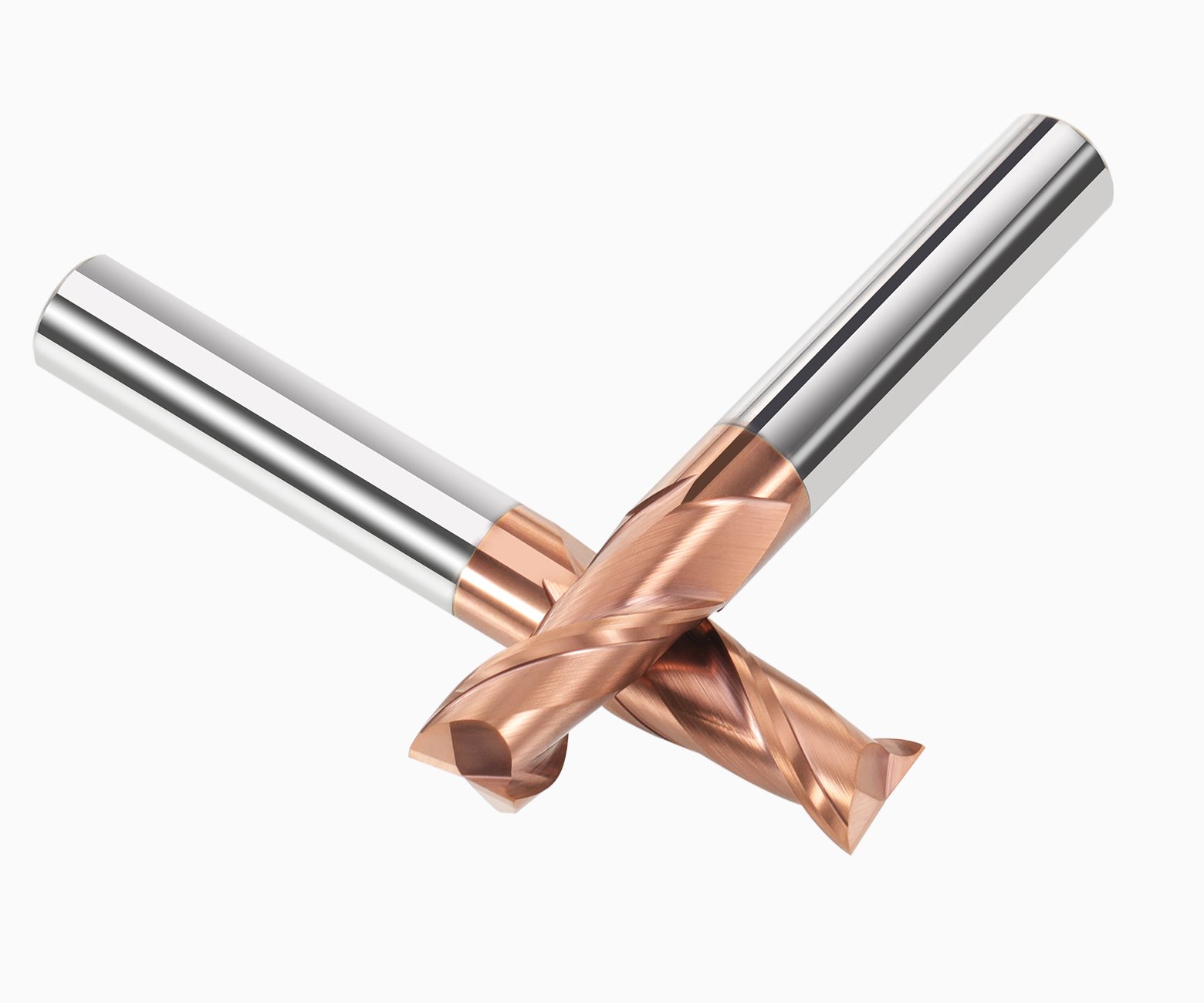
Hartmetallbohrer für HRC55
Hartmetall-Bohrer
Der Hartmetallbohrer ist ein Hochleistungsschneidwerkzeug
das in erster Linie für die Bearbeitung komplexer Strukturen, wie z. B. Luft- und Raumfahrtkomponenten und Teile von Automotoren, verwendet wird.
Dank seiner einzigartigen Konstruktion ist er für Hochtemperatur-, Hochgeschwindigkeits- und Hochpräzisionszerspanung besonders geeignet.
Zerspanungsumgebungen. Im Vergleich zu herkömmlichen Kühlmethoden verbessert die Technologie der inneren Kühlung effektiv die
Zerspanungsleistung, verlängert die Werkzeugstandzeit und reduziert die thermische Verformung während des Bearbeitungsprozesses.
Produktmerkmale:
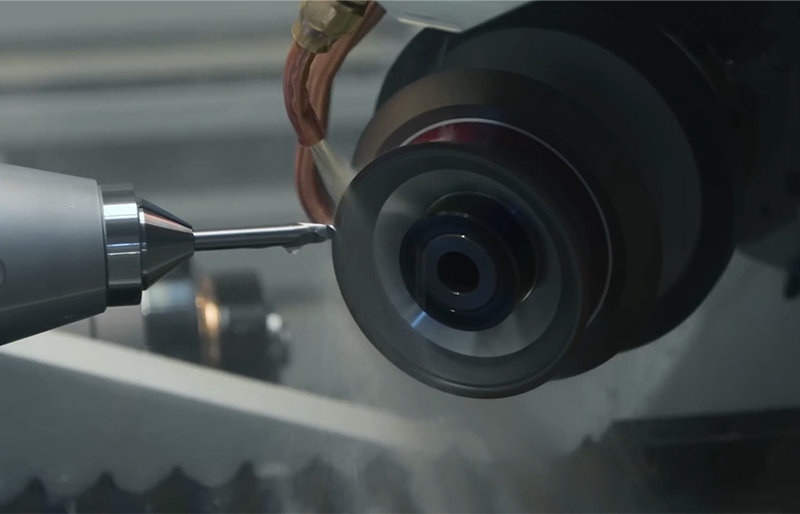
Vorteil der internen Kühlmitteltechnologie:
Der Hartmetallbohrer nutzt die Technologie der inneren Kühlmittelzufuhr,
die es dem Kühlmittel ermöglicht, innerhalb der Schneidzone zu fließen. Dies senkt effektiv die Temperaturen von Werkzeug und
Werkstücks, wodurch die Hitzeeinwirkung auf das Material reduziert wird. Dies erhöht nicht nur die Effizienz beim Schneiden, sondern verhindert auch
Werkzeugverschleiß, der durch hohe Temperaturen verursacht wird.
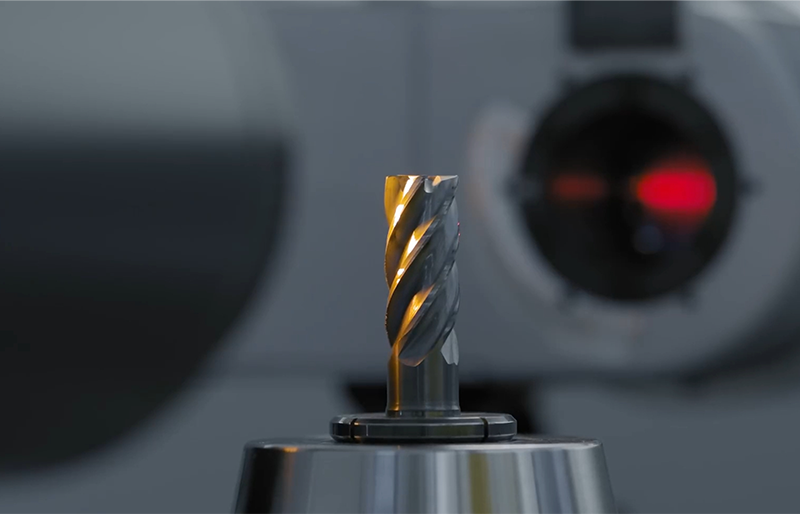
Dieser Fräser weist eine außergewöhnliche Verschleißfestigkeit auf und behält
scharfe Schneiden bei der Hochgeschwindigkeitsbearbeitung, reduziert die Verschleißrate und verlängert seine
Lebensdauer. Diese Eigenschaft ist besonders wichtig in Umgebungen, die häufige und umfangreiche
Bearbeitung erfordern.
Feinmechanische Bearbeitung:
Dank seiner einzigartigen Konstruktion und der Technologie der inneren Kühlung ist der Hartmetallbohrer
bei der Hochgeschwindigkeits- und Hochpräzisionsbearbeitung außergewöhnlich gut. Er ermöglicht die präzise Bearbeitung komplexer Strukturen,
und erfüllt die strengen Präzisionsanforderungen der modernen Fertigung.
Starke Anpassungsfähigkeit des Materials:
Dieses Schneidewerkzeug eignet sich für eine Vielzahl von anspruchsvollen Materialien,
einschließlich hochwarmfester Legierungen und Titanlegierungen. Die Werkstoffe und Beschichtungstechnologien des Werkzeugs
sind sorgfältig ausgewählt und gewährleisten eine stabile Leistung in rauen Arbeitsumgebungen.