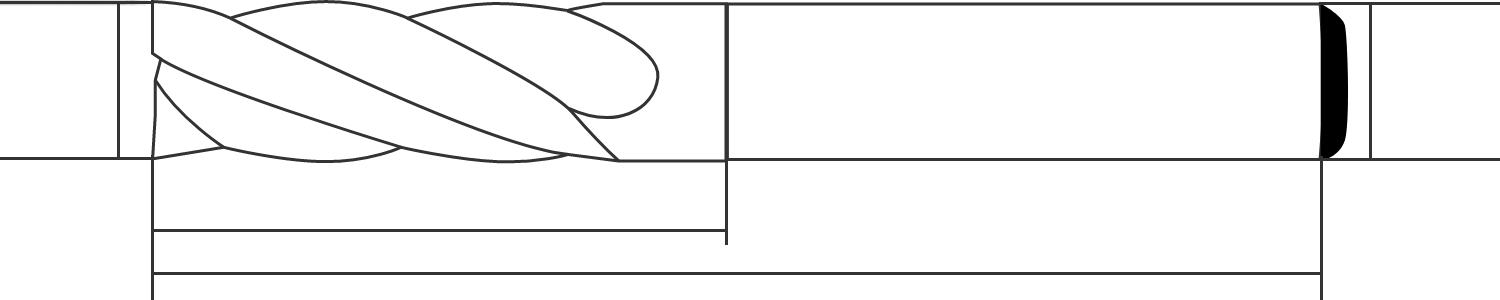
55-Schruppfräser aus Stahl sind Schaftfräser, die für Schruppbearbeitungen an Stahl verwendet werden. Er hat eine 55-Grad-Schneide und wird in der Regel aus Wolframkarbid oder Schnellarbeitsstahl hergestellt. Der 55-Grad-Winkel bietet ein gutes Gleichgewicht zwischen Spanabfuhr und Oberflächengüte.
Produktmerkmale:
Schnelles und effizientes Schruppen:
55-Grad-Schruppfräser aus Stahl sind für einen schnellen und effizienten Materialabtrag ausgelegt. Sie sind eine gute Wahl für Anwendungen, die eine schnelle und effiziente Schruppbearbeitung erfordern.
Gute Spanabfuhr:
Die 55-Grad-Schneide sorgt für eine gute Spanabfuhr, was ein Verstopfen der Späne verhindert und die Standzeit des Werkzeugs erhöht.
Gute Oberflächengüte:
55-Grad-Schruppfräser aus Stahl können selbst bei Schruppbearbeitungen eine gute Oberflächengüte erzielen.
Vielseitig:
55-Grad-Schruppfräser aus Stahl können für verschiedene Anwendungen eingesetzt werden, darunter Planfräsen, Schulterfräsen, Nutenfräsen und Anfasen.
Die obige Tabelle ist die Standardschneiddaten für die Seitenfräsbearbeitung, f für das Nutenschneiden sollte der VC 50%-70% und der Vorschub 40%-60% erreichen, basierend auf der Tabelle.
Bearbeitung einer Stahlplatte zur Herstellung einer ebenen Fläche
Bearbeitung einer Stahlplatte zur Herstellung einer ebenen Fläche
Bearbeitung einer Stahlplatte zur Herstellung einer ebenen Fläche
Bearbeitung einer Stahlplatte zur Herstellung einer ebenen Fläche
Beispiel für eine Anwendung mit einem 55er Schruppstahlfräser
Bearbeitung einer Stahlplatte zur Herstellung einer ebenen Fläche
Spanende Bearbeitung eines Stahlteils zur Herstellung einer Schulter