Mehrform-Gewindefräser
Vierkant-Schaftfräser
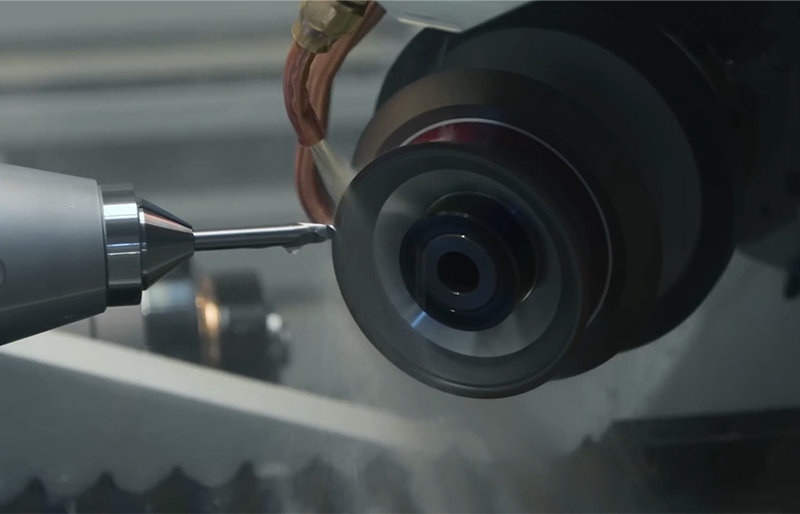
Der Multi-Form-Gewindefräser ist ein Schneidwerkzeug, das für die Bearbeitung von Stahlwerkstoffen mit hoher Härte entwickelt wurde. Sein Werkzeugdesign wurde sorgfältig optimiert, um eine hervorragende Leistung bei der Bearbeitung von harten Materialien wie 55-Grad-Stahl zu gewährleisten. Dieser Fräser verwendet fortschrittliche Werkstoffe und Herstellungsverfahren, um eine hervorragende Schnittleistung und eine lange Lebensdauer zu gewährleisten.
Produktmerkmale:
Material mit hoher Härte Anwendbarkeit:
Das Hauptmerkmal des Multi-Form-Gewindefräsers ist seine hervorragende Eignung für Werkstoffe mit hoher Härte. Die Konstruktion des Fräsers ermöglicht das effektive Schneiden von harten Legierungen wie 55-Grad-Stahl und bietet eine effiziente und stabile Bearbeitungsleistung.
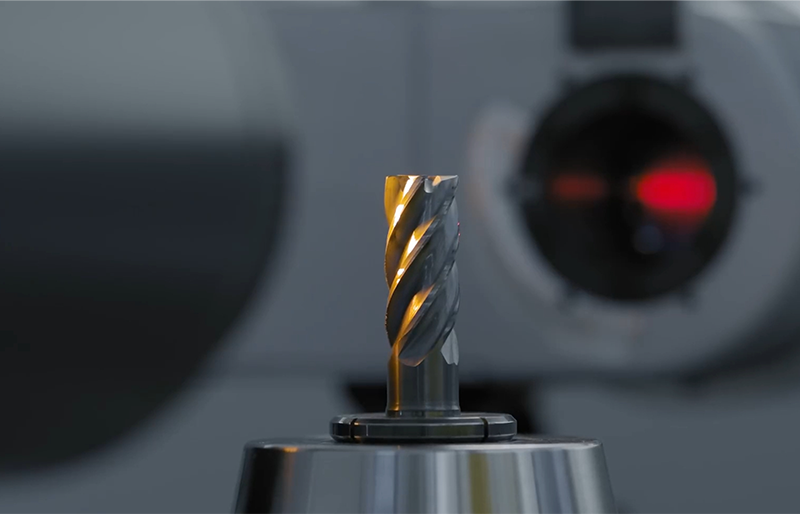
Dieser Fräser eignet sich nicht nur für die Schruppbearbeitung, sondern zeichnet sich auch bei Präzisionsschneidaufgaben aus. Seine sorgfältig konzipierte Werkzeuggeometrie und Schneidenstruktur sorgen für einen reibungslosen und genauen Schnitt bei hohen Präzisionsanforderungen.
Verschleißfestigkeit und Langlebigkeit:
Durch den Einsatz fortschrittlicher Werkstoffe und Wärmebehandlungsverfahren weist der Multi Form Gewindefräser eine hervorragende Verschleißfestigkeit und Haltbarkeit auf. Dadurch wird sichergestellt, dass der Fräser über längere Zeiträume hinweg seine Schneidleistung beibehält und die Häufigkeit des Werkzeugaustauschs reduziert wird.
Wirksame Gestaltung der Späne-Evakuierung:
Die Spanabfuhr des Fräsers ist so optimiert, dass eine reibungslose Spanabfuhr gewährleistet ist, wodurch Späneansammlungen effektiv vermieden und somit die Zerspanungsleistung und die Werkzeugstandzeit verbessert werden.