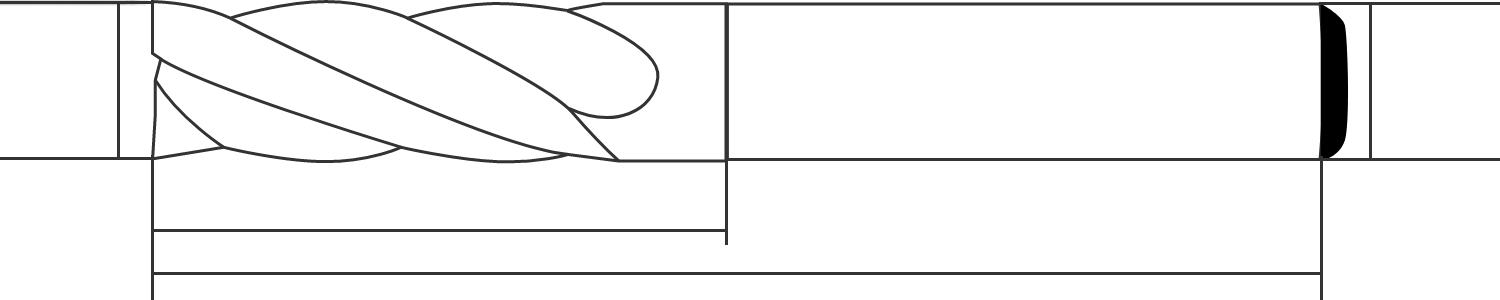
D
D2
L
L2
Einheit
(mm)
D
D≤12
D>12
T
0
0
-0.015
-0.02
Diameterd
D
Schneiden
Länge L
Schaft
D2
GesamtlängeSchneiden
L2
Bestellnummer
ST-U-4F-01030450
ST-U-4F-015050450
ST-U-4F-02060450
ST-U-4F-025080450
ST-U-4F-03090450
ST-U-4F-04110450
ST-U-4F-05130650
ST-U-4F-06150650
ST-U-4F-08200860
ST-U-4F-10251075
ST-U-4F-12301275
ST-U-4F-164516100
ST-U-4F-04120475
ST-U-4F-06180675
ST-U-4F-08240875
ST-U-4F-061806100
ST-U-4F-082408100
ST-U-4F-103010100
ST-U-4F-123612100
Iso
Material des Werkstücks
Schnitttiefe (mm)
VC
m/min
P
<45HRC
Kohlenstoffstahl Legierter Stahl
50HRC
Legierter Stahl
Ap≤1D
Ap≤0,5d
80
60
Rote Geschwindigkeit (Min-1)
Vorschubgeschwindigkeit (Mm/Min)
K
<32HRC
Gusseisen mit Kugelgraphit, Sphäroguss
35-45HRC
Hochlegiertes Gusseisen
Ap≤1D
Ap≤0,8
55
55
Rote Geschwindigkeit (Min-1)
Vorschubgeschwindigkeit (Mm/Min)
Werkzeug-Durchmesser (mm)
P
4250
760
2390
700
2550
660
2120
640
1590
640
1270
710
3190
380
2390
380
1910
380
1590
380
1190
330
960
310
K
2920
370
2190
370
1750
360
1460
350
1100
310
880
280
2920
350
2390
380
1750
350
1460
320
1133
290
880
280
Die obige Tabelle ist die Standardschneiddaten für die Seitenfräsbearbeitung, f für das Nutenschneiden sollte der VC 50%-70% und der Vorschub 40%-60% erreichen, basierend auf der Tabelle.

Schruppen des Formhohlraums
Fräsen komplizierter Merkmale und scharfer Kanten
Erzielen einer glatten Oberfläche
Verbesserte Genauigkeit und Oberflächenqualität
Beispiel einer Anwendung mit ST-U SERIE VARIABLE HELIX SQUARE END MILL
Schruppen des Formhohlraums
Fräsen komplizierter Merkmale und scharfer Kanten
Erzielen einer glatten Oberfläche
Verbesserte Genauigkeit und Oberflächenqualität
Anfrage

Verschiedene Anfragen

E-Mail Magazin Anmeldung