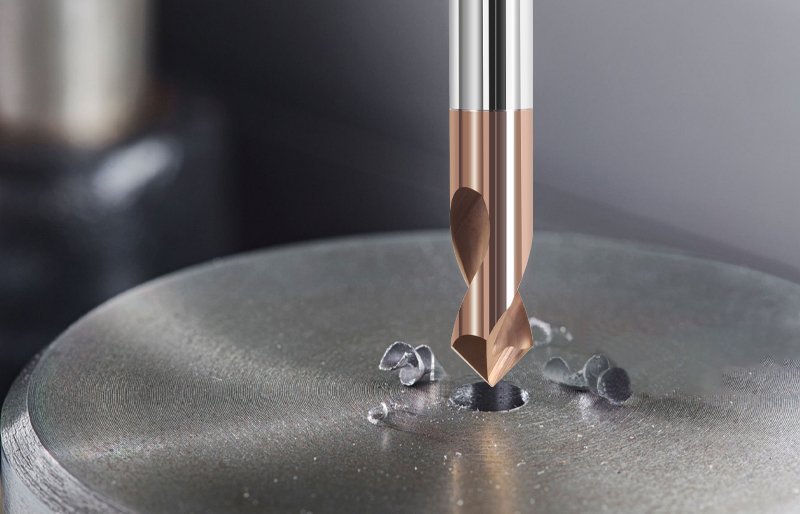
المثقاب المركزي عبارة عن أداة قطع عالية الأداء تُستخدم في المقام الأول لتصنيع الهياكل المعقدة مثل مكونات الفضاء الجوي وأجزاء محركات السيارات. يتيح لها تصميمها الفريد من نوعه أداءً استثنائيًا في بيئات القطع عالية الحرارة والسرعة والدقة العالية. بالمقارنة مع طرق التبريد التقليدية، تعمل تقنية سائل التبريد الداخلي على تحسين كفاءة القطع بشكل فعال، وإطالة عمر الأداة، وتقليل التشوه الحراري أثناء عملية التصنيع.
ميزات المنتج:
ميزة تقنية سائل التبريد الداخلي:
يستخدم المثقاب المركزي تقنية سائل التبريد الداخلي، مما يسمح بتدفق سائل التبريد داخل منطقة القطع. يقلل هذا بشكل فعال من درجات حرارة الأداة وقطعة العمل، مما يقلل من تأثير الحرارة على المواد. وهذا لا يعزز كفاءة القطع فحسب، بل يمنع أيضًا تآكل الأداة الناجم عن ارتفاع درجات الحرارة.
تصنيع آلي عالي الدقة:
وبفضل تصميمها الفريد وتقنية سائل التبريد الداخلي، فإن المثقاب المركزي البرونزي يعمل بشكل جيد للغاية في التصنيع الآلي عالي السرعة والدقة العالية. ويمكنه تحقيق التصنيع الآلي الدقيق للهياكل المعقدة، مما يلبي متطلبات الدقة الصارمة للتصنيع الحديث.
قدرة قوية على التكيف مع المواد:
أداة القطع هذه مناسبة لمجموعة متنوعة من المواد الصعبة، بما في ذلك السبائك عالية الحرارة وسبائك التيتانيوم. يتم اختيار مواد الأداة وتقنيات الطلاء بعناية، مما يضمن أداءً مستقرًا في بيئات العمل القاسية.
زيادة كفاءة الإنتاج:
يعمل نظام القطع والتبريد الفعال لقمة الحفر البرونزية على استقرار عملية التصنيع. ومن خلال تقليل وقت التوقف عن العمل وزيادة سرعات القطع، فإنه يحسّن كفاءة الإنتاج ويقلل من تكاليف التصنيع بشكل فعال.
حديد الزهر الجري ( <32HRC)
High Alloy Cast Iron(35-45HRC)
Ap≤1.5D
AE≤0.15D
60
120
سرعة التغذية (دقيقة-1)
سرعة التغذية (مم/دقيقة)
قطر الأداة (مم)
4
6
8
10
12
16
20
P
4700
0.10-0.15
3100
0.14-0.20
2400
0.16-0.24
1900
0.18-0.27
1600
0.20-0.30
1200
0.25-0.36
950
0.30-0.40
7000
0.10-0.15
4700
0.14-0.20
3600
0.16-0.24
2800
0.18-0.27
2400
0.20-0.30
1800
0.25-0.36
1400
0.30-0.40
K
4700
0.10-0.15
3100
0.14-0.20
2400
0.16-0.24
1900
0.18-0.27
1600
0.20-0.30
1200
0.25-0.36
950
0.30-0.40
7000
0.10-0.15
4700
0.14-0.20
3600
0.16-0.24
2800
0.18-0.27
2400
0.20-0.30
1800
0.25-0.36
1400
0.30-0.40
الجدول أعلاه هو بيانات القطع القياسية للقطع الجانبي للقطع الجانبي، وبالنسبة لقطع الأخدود، يجب أن يصل VC إلى 50%-70% ويجب أن تصل التغذية إلى 40%-60% بناءً على الجدول.